INTRODUCTION
Nigeria with a population of over a hundred and fifty million people consumes an enormous amount of energy daily for transportation and other domestic usage. Meanwhile over 90% of energy consumption in Nigeria are from non-renewable sources. The need to source energy from renewable sources in Nigeria cannot be overemphasized. Jatropha curcas seed oil is a viable renewable feedstock for biodiesel production in Nigeria. The oil is non-edible and does not compete with food, hence its’ usage as biodiesel feedstock has little or no disadvantage. In addition, the oil has a high oleic acid content and palmitoleic acid which makes its’ biodiesel of high quality in combustion ignition engines. For instance, the presence of palmitoleic acid in the oil enables its’ biodiesel to be preferred for use in cold regions.
The chemical reaction known as trans-esterification, is the conversion of any vegetable oil or animal fat with an alcohol to methyl esters (biodiesel) and glycerol (Abeke et al., 2015; Gerpen, 2005; Hawash et al., 2011; Jatinder et al., 2017).
Biodiesel production is of interest because of the growing environmental challenges associated with the use of fossil fuels (Hazrat et al., 2019). Biodiesel production from vegetable oil using liquid catalyst such as sodium methoxide has some disadvantages. These disadvantages include high cost of product purification, lots of waste water treatments and catalyst and product wastage.
Biodiesel as an alternative fuel has many advantages. It is derived from renewable and domestic sources such as waste cooking oil, virgin vegetable oil like Jatropha seed oil and animal fat. It is biodegradable, non-toxic (Celeste, 2000; Dinesh et al., 2016) and reduces the extent of dependence on petroleum fuel imports (Das et al., 2017; Komers et al., 2001; Pranab, 2011). Biodiesel has a favorable combustion emission profile such as low emissions of carbon monoxide, particulate matter and unburned hydrocarbons (Celeste, 2000; Das et al., 2017; Mishra et al., 2017; Olivers, 2010; Simone et al., 2017). Carbon dioxide produced by combustion of biodiesel can be recycled by photosynthesis thereby minimizing the impacts of excessive carbon dioxide to the ozone layer (Das, 2008).
Biodiesel is less volatile and safer to transport or handle than petroleum diesel because it has a higher flash point (150 °C or above) (Akhihiero et al., 2012; Mishra et al., 2017; Yadav et al., 2016). It provides lubricating properties that can reduce engine wear and extend engine life (Das et al., 2017; Mishra et al., 2017; Yadav et al 2017).
The addition of biodiesel to regular diesel fuel in an amount equal to 1-2% can convert fuel with poor lubricating properties such as modern ultra-low-sulfur diesel fuel into an acceptable fuel (Gerpen, 2005; Yadav et al., 2017). In transesterification of vegetable oil or animal fat with methanol, liquid catalysts such as sodium methoxide (NaOCH3), potassium hydroxide (KOH), potassium methoxide (KOCH3), sodium hydroxide (NaOH) and sodium ethoxide (NaOCH2CH3) have been commonly used (Talha and Suleiman, 2016). Despite the common usage of these liquid catalysts, high cost of manufacturing process, separation and purification costs, hazardous state, non-regeneration of catalysts, and excess wastes water production from the purification processes have remained the challenges of biodiesel production with liquid catalyst. The use of solid catalyst such as calcium oxide results in lower cost of manufacturing due to simple separation and purification. Other benefits of solid catalyst usage include lower catalysts costs, higher glycerin quality and little or no waste streams (Michael Bloch, 2006). The use of solid catalyst also has the benefits of shorter reaction time than enzyme catalyst. Both solid and enzyme catalyst are widely used for direct trans-esterification of oils with high free fatty acid. When a solid catalyst is used, there are no inhibition of reaction, whereas inhibition of enzyme activity takes place by glycerol formation (Akhihiero et al., 2014; Marchetti et al., 2008). Although solid catalyst such as animal bones and aluminium or zinc doped calcium oxide catalyst have been used in recent times for biodiesel production (Cherian et al. 2019; Jatinder et al., 2017), this study was aimed at determining the properties of the biodiesel produced from Jatropha oil extracted from the local Jatropha seeds in Nigeria, using the conventional calcium oxide catalyst. The doping of the calcium oxide with aluminium or zinc together with animal bone processing to obtain calcium oxide could incur additional process costs, hence the need to use conventional calcium oxide directly in this work. This paper reports the production of biodiesel from Jatropha curcas seed oil with methanol using calcium oxide as catalyst.
MATERIALS AND METHODS
Materials used in this work include Jatropha curcas seed oil which was extracted from fresh Jatropha seeds using a hydraulic press, methanol of high grade (HPLC grade), calcium oxide stones purchased from sigma Aldrich Company Germany, hot plate with a magnetic stirrer and temperature regulation system. An improvised reactor (500ml beaker), a mercury in glass thermometer, cotton wool and gas chromatography with mass spectrophotometer.
From a farm in Nigeria, dried, dehulled and grinded Jatropha seeds were taken. A locally fabricated hydraulic press was used to extract the oil from the grinded seeds. The grinded seeds were packed together after the process.
Jatropha seed oil and methanol of the equivalent of a molar ratio of methanol to oil 8:1 were weighed and placed each in two beakers, A and B. Beaker A containing the oil was heated to a temperature of 100 °C for about 5 to 10 minutes to drive off any moisture that may be present in the oil. The free fatty acid of the oil was tested and found to be approximately 1.4%, hence the oil was suitable for a one step trans-esterification to occur. One percent calcium oxide by weight of oil was added to beaker B containing the methanol. The heated oil was allowed to cool to 60 °C. The oil was trans-esterified with the calcium oxide in methanol by adding the mixture of calcium oxide in methanol to the oil while stirring at 450 rpm. The temperature of the reaction was kept at about 65 °C. The reaction was allowed to continue for an hour. After an hour the mixture was allow to cool and settle. The separated biodiesel was analyzed on a gas chromatography with mass spectrophotometer to determine percentage methyl ester formed. The fuel properties of the biodiesel produced were also determine.
RESULTS AND DISCUSSION
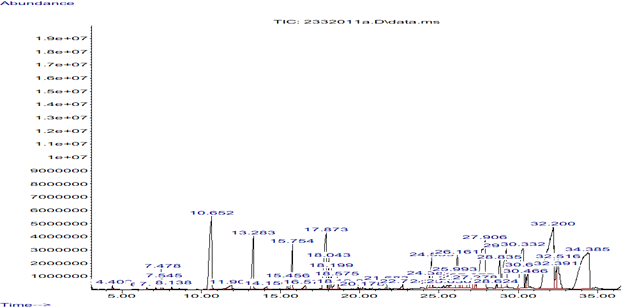
The Biodiesel produced was analyzed to determine percentage Fatty Acid Methyl Esters (FAME) formed. The chromatogram of the analysis is shown in Figure 1. The percentage of FAME obtained was 87.25%. Methyl ester percentage of 87.25% indicated that reaction was not complete in 1 hour. It shows that there are still some diglycerides and monoglycerides in solution. The biodiesel at this stage is of low quality and will not burn smoothly in the diesel engine because of the presence of lots of diglycerides molecules still in it. To obtain a higher yield of 95% methyl ester (Liping et al., 2010), reaction may be allow to proceed for another 15 to 30 minutes. Similar reaction with sodium hydroxide yields a methyl ester percentage of 95.01% in 1 hour (Akhihiero et al., 2014). It is worthy to note that although the usage of calcium oxide catalyst in the production of biodiesel from Jatropha oil is more environment friendly than usage of sodium hydroxide, more reaction time is required for desired conversion to be achieved. The fuel properties analyzed are close to those of ASTM D6751 in Table 1.
|
Table 1. Jatropha Biodiesel Properties at 65 °C using different catalyst
|
Parameter
|
Jatropha biodiesel @ 65 °C, 1% CaO, molar ratio of methanol to oil 8:1
|
Biodiesel Fuel Properties.
ASTM D6751
(http://www.nrel.gov/...html,2004; Das et al., 2017).
|
Diesel ASTM D975 (http://www.nrel.gov/...html,2004; Das et al., 2017).
|
Jatropha Biodiesel @ 65 °C, 1% NaOH, ratio of methanol to oil 8:1; (Akhihiero et al, 2013)
|
Properties of Ethyl Ester (Abdukareem and Uthaman, 2014)
|
|
Pour Point (°C)
|
9
|
-15 to 10
|
-35 to -15s
|
7
|
-15
|
|
Flash Point (°C)
|
192
|
100 to 170
|
60 to 80
|
191
|
145
|
|
Cloud Point (°C)
|
12
|
-3 to 12
|
-15 to 5
|
11
|
-
|
|
Kinematic Viscosity (mm2/s) @ 40 °C
|
4.86
|
4.0 to 6.0
|
1.3 to 4.1
|
4.91
|
4.8
|
|
Calorific Value (Joule/Kg)
|
42.22
|
-
|
-
|
42.56
|
42.6
|
|
Cetane number
|
48.94
|
48 to 65
|
40 to 55
|
49.17
|
-
|
|
Specific Gravity
|
0.893
|
0.88
|
0.85
|
0.891
|
-
|
|
Acid number
|
0.47
|
< 0.5
|
0.1
|
0.45
|
-
|
|
The fuel properties shown conform to international standard ASTM D6751. The viscosity of the fuel produced is in agreement with the value reported by El-Diwani et al. (2009) and is very close to those reported by Pranab (2011), Yadav et al. (2016), Das et al. (2017). The cetane number, calorific and acid values are close with those reported by Pranab (2011). The pour point and flash points are higher than the values Pranab (2011), reported on Jatropha biodiesel properties, but are however in agreement with the flash points of Jatropha biodiesel reported by El-Diwani et al. (2009). Higher flash points of above 160 are acceptable. It shows that the fuel is very safe and can be transported from place to place easily without problem. There is a lot of improvement in the fuel properties of the biodiesel when compared to the fuel properties of the oil. This shows the importance of trans-esterification. The reduction in the viscosity of the oil after trans-esterification makes it to run more smoothly in the diesel engine.
CONCLUSION
The methyl ester content of the biodiesel produced at 1 hour is 87.25%. When the reaction time increases to about 1 hour 30 minutes, a better quality biodiesel of over 95% with properties which are close to the properties of the biodiesel produced with sodium hydroxide for 1 hour was obtained. For instance in Table 1, the viscosity of the biodiesel produced with sodium hydroxide was 4.91, while that produced with calcium oxide at 1hour 30 minutes is 4.86. The biodiesel production process using calcium oxide is environmental friendly and the process is very safe as there are no record of emission of poisonous fumes like sodium methoxide. Hence, calcium oxide is a better catalyst for biodiesel production than sodium hydroxide.

 Full Text (PDF)
Full Text (PDF)